



 Shop floor execution
Shop floor execution
 Maintenance
Maintenance
 Production
Production
 Skills
Skills
.svg) Execution AI
Execution AI
 Quality
Quality
 Training & Skills
Training & Skills
 Building materials
Building materials
 Packaging
Packaging
 CMMS/EAM
CMMS/EAM
 MES
MES
 Connected Worker
Connected Worker
 Manufacturing Intelligence
Manufacturing Intelligence
 Case studies
Case studies
 Blog
Blog
 Ebooks & Guides
Ebooks & Guides
 Webinars
Webinars
 Events
Events
.svg) OEE Calculator
OEE Calculator
 Downtime Cost Calculator
Downtime Cost Calculator
 About Us
About Us
 Partners
Partners
 Newsroom
Newsroom
 Support
Support
 Careers
Careers
 Trust center
Trust center


When evaluating shop floor technology, choosing between a CMMS vs MES can cause significant confusion for operational leaders. Both software systems sit directly on the plant floor, both manage work orders, and both interact with the same production machinery. However, they're built to solve entirely different problems.
Understanding the exact difference between CMMS and MES doesn't have to be overwhelming. This guide will resolve the core confusion in 90 seconds before diving deep into how these systems interact on the shop floor.
TL;DR: The core distinctions
- Production vs. Maintenance: An MES runs production workflows, while a CMMS keeps the production equipment running.
- The Work Order: An MES work order is a production order to manufacture a specific quantity of goods. A CMMS work order is a maintenance task to repair, service, or inspect an asset.
- The Platform Shift: Most scaling manufacturers eventually need both capabilities. Modern connected manufacturing operations platforms now deliver both sets of functionalities within a single, unified product.
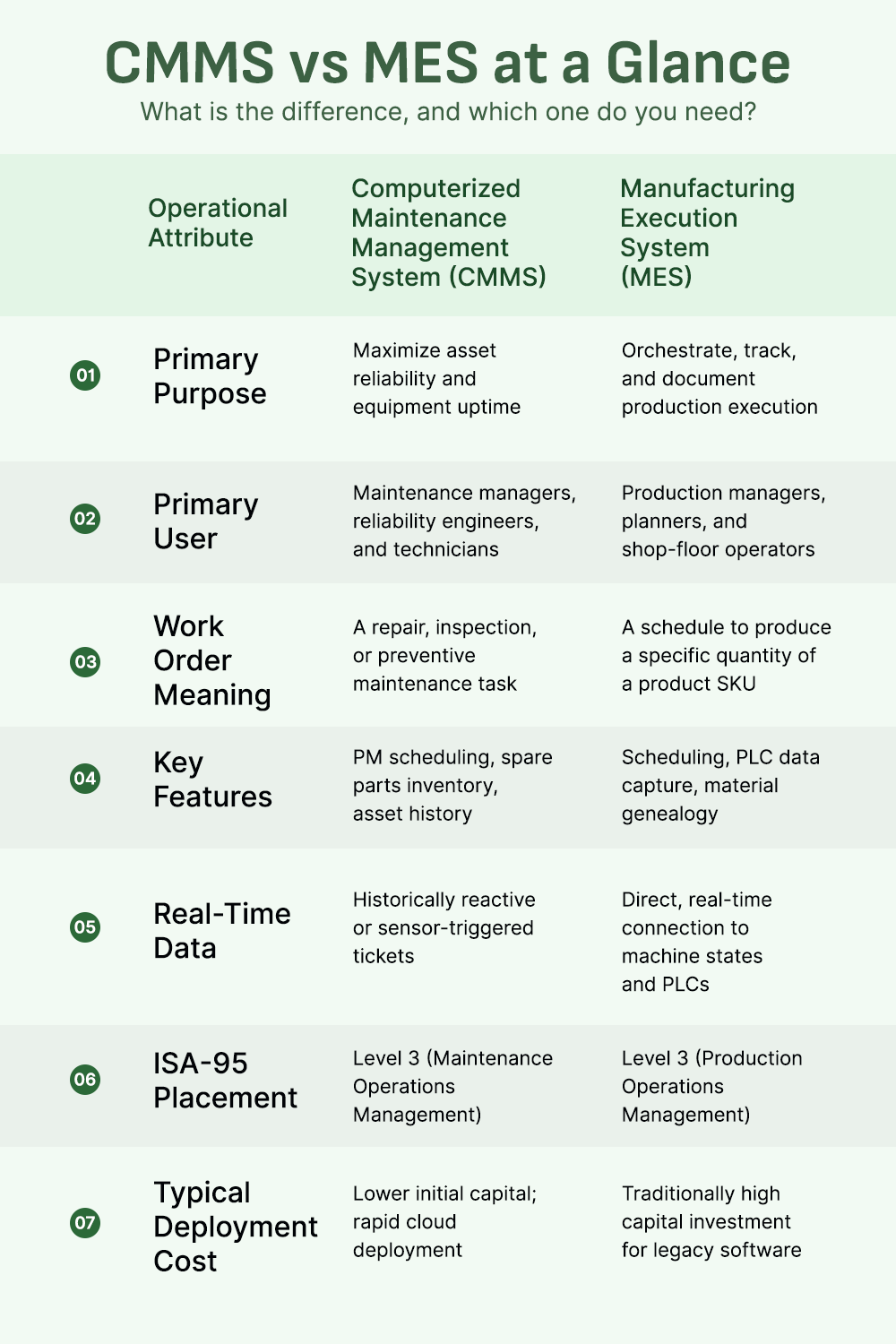
CMMS vs MES: Differences and similarities
The bottom line: An MES identifies that a machine is underperforming. A CMMS provides the diagnostic data explaining that performance dip, such as the exact point a critical bearing was serviced.
What is a CMMS?
A Computerized Maintenance Management System (CMMS) acts as the central hub for a plant's maintenance operations. It manages preventive maintenance schedules, tracks work orders for technicians, controls spare parts inventory, and records comprehensive asset histories to maximize equipment uptime and reliability.
Core features:
- Work order generation, assignment, and tracking
- Preventive and predictive maintenance scheduling
- Hierarchical asset mapping and equipment tracking
- Spare parts tracking and MRO inventory management
- Mobile technician workflows for floor execution
- Reliability reporting, including Mean Time to Repair (MTTR) and Mean Time Between Failures (MTBF)
Primary users: Maintenance managers, reliability engineers, and maintenance technicians.
What is an MES?
A Manufacturing Execution System (MES) is designed to track, document, and control the entire production process from raw materials to finished goods. It orchestrates shop floor execution by routing production orders, capturing real-time machine data, enforcing quality standards, and tracking material genealogy.
Core features:
- Production order dispatching and execution tracking
- Real-time machine data integration via PLCs and SCADA networks
- In-process quality gates and defect logging
- Full traceability, lot tracking, and material genealogy
- Automated Overall Equipment Effectiveness (OEE) measurement
- Finite shop floor scheduling and capacity tracking
Primary users: Production managers, plant planners, and shop-floor machine operators.

CMMS vs MES: 6 key differences
1. What a work order means
Both systems handle work orders. However, they serve different purposes and show up differently within each system. For example:
- An MES work order may say: “Make 10,000 units of SKU A on Line 3 by Tuesday.”
- Conversely, a CMMS work order reads: “Lubricate the drive gearbox on Conveyor 7.”
Whereas the MES work order focuses on directing, executing, and tracking a specific product, a CMMS work order focuses on maintaining assets and handling equipment failures.
2. Real-time machine data
An MES connects directly to programmable logic controllers (PLCs) to read machine states, scrap counts, and cycle times instantly. Standalone, legacy CMMS solutions don’t do this natively. Instead, they rely on human operators or separate environmental sensors to trigger maintenance tickets after a threshold is breached.
3. Who uses it
These systems are owned by different functional teams that report to different executives. The MES belongs to production operations, while the CMMS belongs to maintenance and reliability engineering.
4. Quality and traceability
An MES actively enforces in-process quality parameters and tracks full product genealogy—knowing exactly which lot of raw plastic or steel ended up in a specific finished component. A CMMS doesn't touch product quality or material lot tracking. It only tracks the service history of the asset itself.
5. ISA-95 placement
Both systems reside at Level 3 of the ISA-95 enterprise framework. Because they aren’t separated by standard enterprise structural layers, they’re incredibly easy to confuse. Within Level 3, the MES governs production execution, while the CMMS governs maintenance operations.
6. Cost and time to deploy
Traditional CMMS software deployments are relatively fast (weeks to months) and require lower initial capital overhead. Legacy MES software is notoriously heavy, often taking 6 to 18 months to deploy while costing anywhere from $100,000 to over $500,000 for on-premise customization. However, modern cloud architectures are compressing both timelines significantly.
Where CMMS and MES overlap
Software vendors often deliberately blur these categories to expand their market footprint. MES platforms frequently tack on lightweight maintenance modules, and legacy CMMS providers build superficial OEE dashboards. In reality, these add-on features are rarely as deep as the marketing implies.
True operational synergy occurs at three distinct overlap points:
- Downtime events: The MES automatically detects that a machine has stopped cycling, but the CMMS is the engine used to assign a technician, track the repair time, and log the fix.
- Asset master alignment: Both systems must share a synchronized view of the factory floor layout and equipment IDs so data matches across departments.
- OEE calculation: Accurate OEE calculation requires precise production counts (from the MES) combined with accurate maintenance reason codes (from the CMMS).
Do you need a CMMS, an MES, or both?
Your choice depends entirely on your plant's size, operational complexity, and regulatory landscape:
- Small plants and low regulation: Start with a CMMS. Maintenance reliability is foundational to survival. You can’t run production if the machines won't turn on.
- Mid-market or high quality pressure: Deploy a CMMS first to stabilize your equipment, then introduce an MES when production scheduling and execution tracking become your primary constraints.
- Highly regulated industries: You need both capabilities to be fully operational to ensure compliance and traceability.
- Operational priority: If you can only afford one system in year one, start with a CMMS. Maintenance pain is always the loudest pain on the floor.
How to integrate CMMS and MES
A typical integration handshake follows a clear logic: when the MES registers a machine stop, it passes an automated trigger via API to the CMMS to generate a repair ticket. Once the technician closes the work order in the CMMS, the resolution data writes back to the MES, ensuring your downtime reports and OEE metrics are perfectly accurate.
Three critical integration touchpoints include:
- Real-time downtime event triggers
- Unified asset master alignment (one unique ID per machine across both databases)
- Planned equipment availability windows for preventive maintenance
Integration is where most smart factory projects fail. The breakdown doesn’t usually happen at the platform layer. It happens at the master data layer due to mismatched naming conventions and broken software connections.
Fortunately, this integration burden disappears entirely when your CMMS and MES functionalities live natively inside the same platform.
How L2L delivers CMMS and MES in one platform
We don’t believe manufacturers should have to act as systems integrators, forcing disparate software tools together with fragile custom code. That's why our solution isn’t just a basic CMMS trying to bridge to an external MES.
Instead, it's a comprehensive Connected Manufacturing Operations Platform that delivers CMMS, MES, Connected Worker functionality, and Manufacturing Intelligence, all native to the same product. It gives your entire plant one platform and a single source of truth.
When a machine stops on the floor, the MES component registers the fault instantly, and the corresponding CMMS work order is already created and dispatched. There’s no external integration layer or middleware required. This means your OEE calculations are finally accurate, Mean Time to Repair (MTTR) drops, and your data doesn’t live in two conflicting systems.
This unified approach delivers clear, verifiable outcomes for global manufacturers. In fact, ADAC Automotive achieved a 62% reduction in downtime using L2L. Similarly, Oetiker used L2L to realize an immediate 23% reduction in MTTR across its global facilities.
Frequently Asked Questions
Is a CMMS part of an MES?
No. While both operate at Level 3 of the ISA-95 framework, they govern separate functional domains. Some MES products include basic maintenance modules, but they don't offer the deep asset hierarchy tracking, MRO tool tracking, or robust spare parts inventory management of a true CMMS.
Can a CMMS replace an MES?
No. A CMMS focuses entirely on machine health and maintenance technician workflows. It can't orchestrate production schedules, enforce in-process quality gates, track material lot genealogy, or manage raw material consumption on the line.
Which should I implement first?
In almost every environment, implement a CMMS first. Asset reliability is foundational to production uptime. An MES becomes the priority when production scheduling complexity, batch execution, or strict regulatory traceability become your primary bottlenecks.
Do CMMS and MES integrate with an ERP?
Yes, both systems feed critical data up to enterprise resource planning (ERP) systems at ISA-95 Level 4. The MES sends production actuals, scrap rates, and labor hours, while the CMMS transmits maintenance costs and spare parts consumption. Our platform integrates seamlessly with major enterprise systems, including SAP, Oracle, and Microsoft Dynamics.
CMMS and MES: Complementary, not competitive
Choosing shop floor software isn't a matter of pitting one system against the other. High-performance manufacturing requires both production execution and asset reliability to operate in perfect harmony. By shifting away from legacy, siloed architectures and embracing a single, connected operations platform, you can eliminate the historic trade-off between running production and maintaining the floor.
See how natively connected software changes the shop floor
Ready to eliminate data silos and drop your MTTR? Discover how a connected manufacturing operations platform can transform your maintenance and production tracking into a unified system of action.
Reach out to our experts to learn how L2L combines CMMS and MES functionality today.



.svg)
