



 Shop floor execution
Shop floor execution
 Maintenance
Maintenance
 Production
Production
 Skills
Skills
.svg) Execution AI
Execution AI
 Quality
Quality
 Training & Skills
Training & Skills
 Building materials
Building materials
 Packaging
Packaging
 CMMS/EAM
CMMS/EAM
 MES
MES
 Connected Worker
Connected Worker
 Manufacturing Intelligence
Manufacturing Intelligence
 Case studies
Case studies
 Blog
Blog
 Ebooks & Guides
Ebooks & Guides
 Webinars
Webinars
 Events
Events
.svg) OEE Calculator
OEE Calculator
 Downtime Cost Calculator
Downtime Cost Calculator
 About Us
About Us
 Partners
Partners
 Newsroom
Newsroom
 Support
Support
 Careers
Careers
 Trust center
Trust center



MES vs ERP: Key Differences and How They Work Together
"MES” and “ERP” are some of the most common acronyms you’ll hear in the manufacturing industry.
A Manufacturing Execution System (MES) is a computerized system that monitors and documents the transformation of raw materials into finished products. An Enterprise Resource Planning (ERP) system has a much broader scope than MES. It functions as an integrated, software-based resource management system used for mission-critical business processes.
In this article, we'll break down:
- The differences and similarities between ERP and MES
- Their unique roles in a manufacturing facility
- What to know about MES and ERP integration
Let's dive into more detail below!
MES vs ERP at a glance
MES and ERP are essential to keeping plants running smoothly. Each system plays a unique role in maintaining a functioning manufacturing facility. Understanding the difference between the two is crucial for maximizing their value in your plant.
MES and ERP are complementary systems whose functions slightly overlap. An MES is designed to manage production and inventory processes in manufacturing environments. An ERP system manages enterprise data across departments but lacks the manufacturing-specific capabilities of MES software.
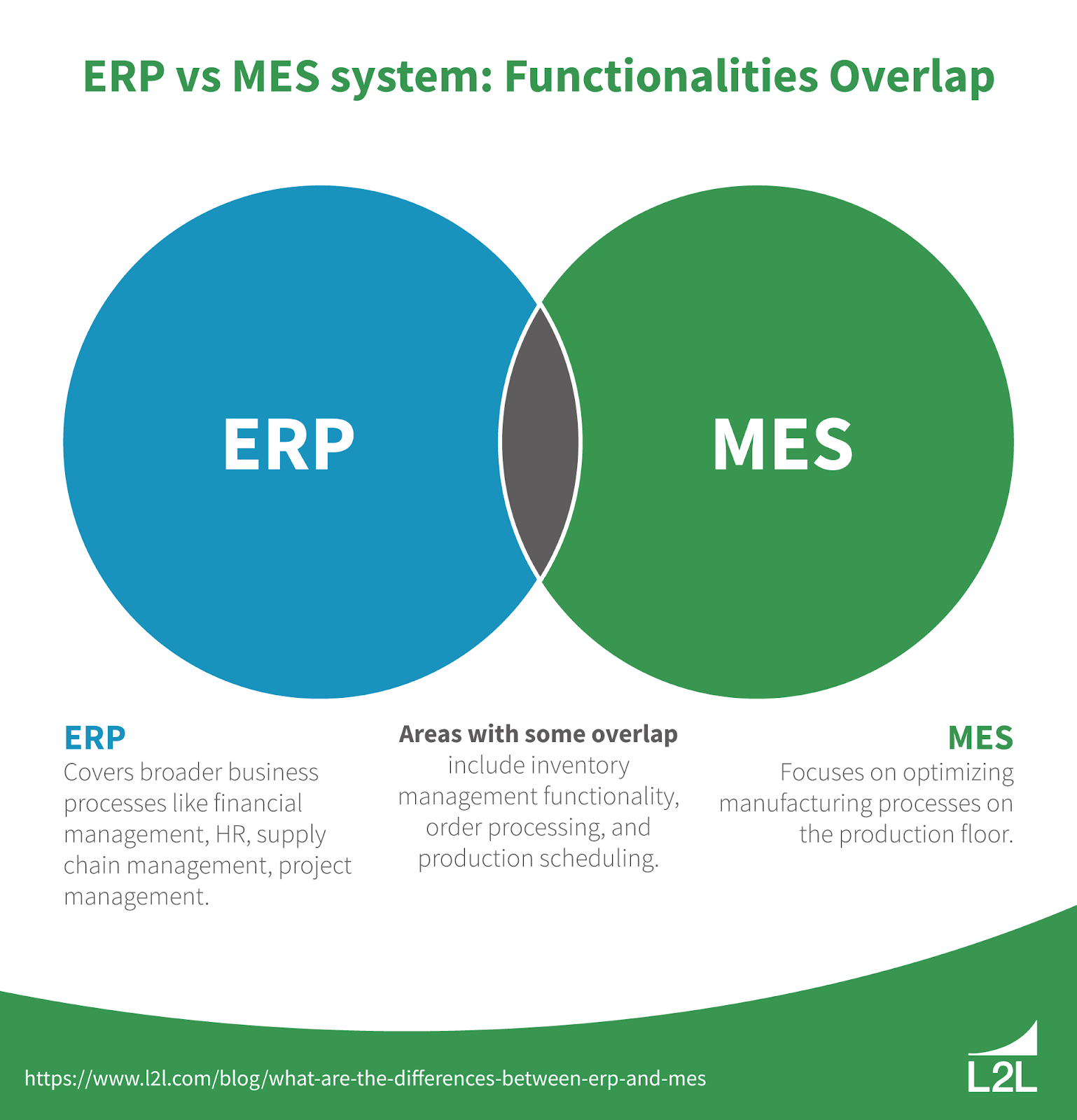
Differences and similarities between MES and ERP.
In the next section, we'll briefly define what each system is and what it does.
What is an ERP system?
An Enterprise Resource Planning (ERP) system is a single software backbone that integrates data and workflows from every department—finance, supply chain, HR, and even manufacturing—into a unified database.
ERP is somewhat like the brain of your factory. It ties together many of the other business processes within the plant and enables the flow of information between them. It's the financial engine for the facility, and it includes:
- Accounts payable, receivables, payments, and collections
- Raw component purchasing, component consumption tracking, and product delivery tracking
- Supply chain management, inventory management, warehousing, and storage locations
- Managing sales of product orders, including when to build and ship those orders
- Production planning and Bill of Materials (BOMs) for production builds
- Managing human resources for payroll, benefits, and hiring
ERP software is designed for purchasing, planning, and managing resources within the plant and paying the bills that keep the lights on. It also stores data and enables reporting on key financial KPIs so management can make decisions on where to improve.
While these are the primary functions of an ERP system, some systems let you add on other modules. For example, some organizations choose to add Customer Relationship Management (CRM) functionalities to their ERP systems to further enable end-to-end enterprise integration. Other common integrations include enterprise performance management, risk management, and ERP analytics.
In short, the available modules vary by ERP system. However, ERP integrates with many other manufacturing systems, including MES and connected manufacturing operations platforms.

What is an MES?
A Manufacturing Execution System (MES) is shop-floor software that tracks, monitors, and collects real-time data on inventory and production processes. It extracts data from shop floor production processes and machines and sends it to other systems and servers for storage. Many companies like to custom-build their MES systems so they can track production processes in greater detail.
The main points you need to know about the function and benefits of an MES are:
- Part traceability and the genealogy of the components that go into making a product. For highly-regulated industries, these capabilities are essential for an MES.
- Recipe management functionality that sets up the machine controls needed to run the product. This is critical for manufacturers in the food and beverage, chemical, and pharmaceutical industries.
- Machine process controls to monitor any change in the process and store the values for reporting. Changes can be captured using the pressures, flows, torque values, and many other variables to help maintain the quality of the product.
- Regulatory compliance for industries like food and beverage, pharma, and aerospace. An MES captures every material movement and process parameter, enabling airtight traceability and compliance audits.
Key differences between MES and ERP
MES and ERP are distinct systems with unique purposes, but there is some overlap.
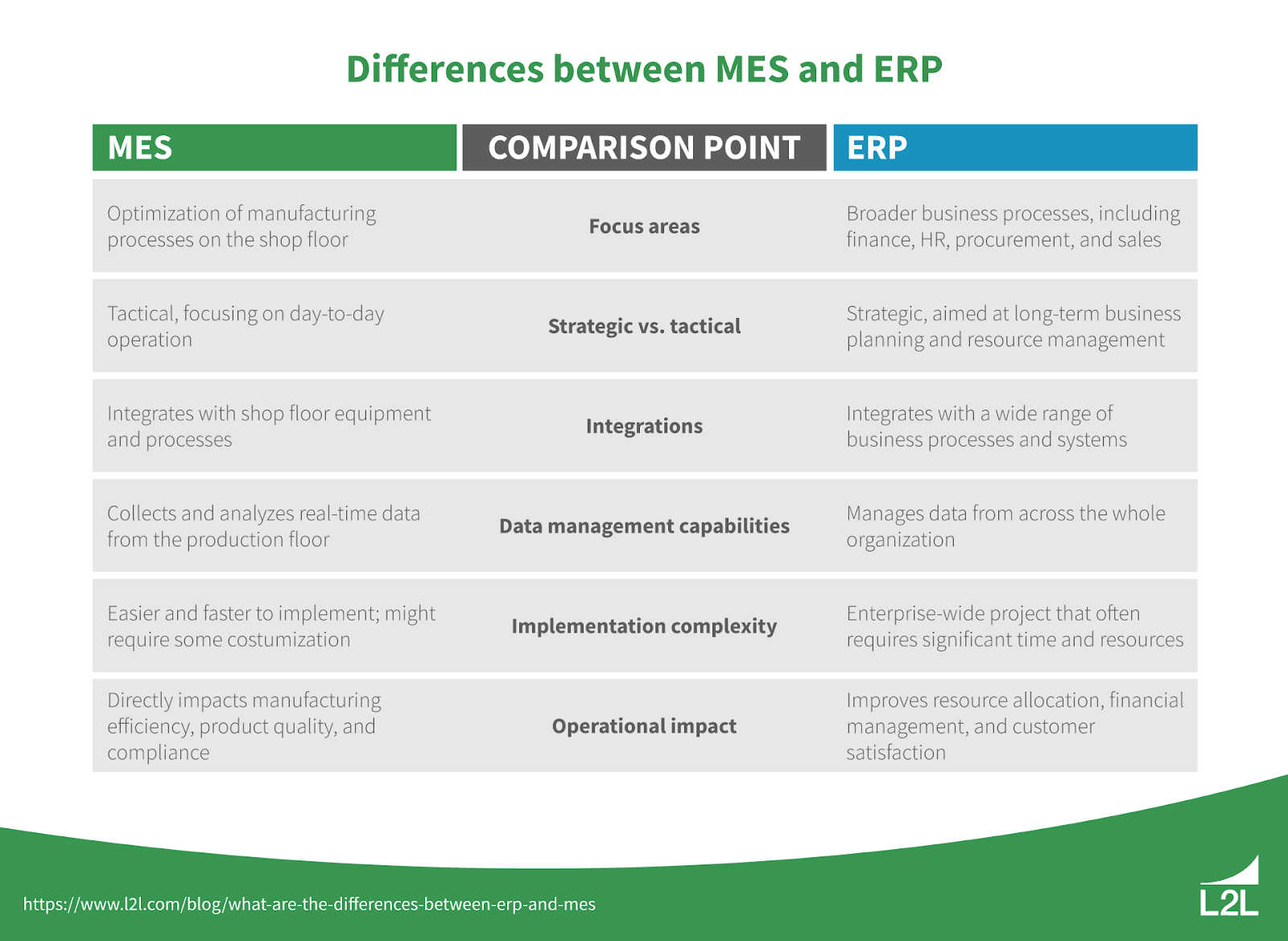
We’ve defined the primary functions of ERP vs MES. Now, let’s take a closer look at the critical differences between the two and their unique advantages for manufacturers:
- Focus areas: Whereas MES focuses on the optimization of manufacturing processes and operations on the shop floor, ERP focuses on broader business processes beyond manufacturing, including finance, HR, procurement, and sales.
- Strategic vs. tactical: MES is tactical, focusing on day-to-day operations and immediate improvements in manufacturing processes. ERP is strategic, aimed at long-term business planning, resource management, and organizational growth.
- Integration with other systems: MES is designed to integrate closely with shop floor equipment and processes, enhancing operational efficiency and product quality. ERP integrates with a wide range of business processes and systems across the organization, facilitating information flow between departments.
- Data management and analysis capabilities: MES handles real-time data collection and analysis from the production floor for immediate decision-making and process adjustments. ERP manages data from across the organization to provide comprehensive insights, financial reports, and strategic planning tools.
- Implementation complexities and time frames: MES implementation focuses on operational technology and may require customization to fit specific manufacturing processes. ERP implementation is a major enterprise-wide project that often requires significant time and resources to align with organizational processes.
- User interface and accessibility: MES typically provides interfaces designed for shop floor employees, emphasizing usability and access to real-time operational data. ERP interfaces are designed for a wide range of users across the organization, with features supporting diverse business functions.
- Operational impact: MES directly impacts production efficiency, product quality, and compliance via detailed control and monitoring capabilities. ERP impacts organizational efficiency by optimizing resource allocation, financial management, and customer satisfaction.
- Primary users: MES is used daily by operators, process engineers, and plant managers on the line. ERP is geared toward planners, finance teams, and executive leadership.
MES and ERP integration: How it works
These two manufacturing systems are similar in how they track the flow of the product through the plant. Most companies need a blend of the two to maximize plant efficiency. When they work in concert, either via tight integration or a unified platform, manufacturers can streamline processes, consolidate data silos, and react to change with far greater agility.
What your MES and ERP systems should include
When selecting an MES for your plant, prioritize factors that maximize production efficiency and quality. Key considerations include:
- The system's ability to integrate with existing hardware and software
- Real-time data tracking and analysis capabilities
- Scalability and flexibility
- The ability to support industry-specific regulations and standards
Essential ERP considerations include support for all business processes, seamless integration with operational technologies, customization options, and scalability. Your ERP selection should also factor in the provider's reliability, support services, and the system's user-friendliness. This ensures effective implementation and usage.
Do you need both?
Most plants rely on both MES and ERP to keep production running smoothly. But these systems’ functionalities often overlap. So—do you need both to run a successful manufacturing operation?
Some manufacturers can indeed use either system exclusively, particularly ERP. However, today’s production challenges increasingly require the capabilities of an MES to solve.
MES can analyze shop floor data at a level of granularity that most ERP systems can’t. They can also integrate with shop floor applications, including the Internet of Things (IoT) devices and sensors. However, ERP systems primarily integrate with other software systems.
In summary, not every manufacturer needs an MES. But having integrated MES and ERP systems can be important for sustained growth and profitability.
Final thoughts on ERP vs MES
Thinking about shaking up your tech stack?
First, get crystal-clear on the problem you’re trying to solve. Then start small. Run a pilot, prove the value, and scale from there. Skip the "rip-and-replace" play—it’s expensive, risky, and usually ends in frustration.
Manufacturing operations platforms like L2L are less expensive and faster to deploy, but they also offer benefits that MES systems lack, such as real-time abnormality detection and greater flexibility. Additionally, L2L integrates seamlessly with most ERP systems.
L2L can also coexist with MES solutions. Manufacturers that need an MES can use our platform to extend the value of their MES and ERP.

Learn more about how L2L bridges some of these gaps. Learn about our approach, the L2L Method.



.svg)
